Moje postrehy z tlače
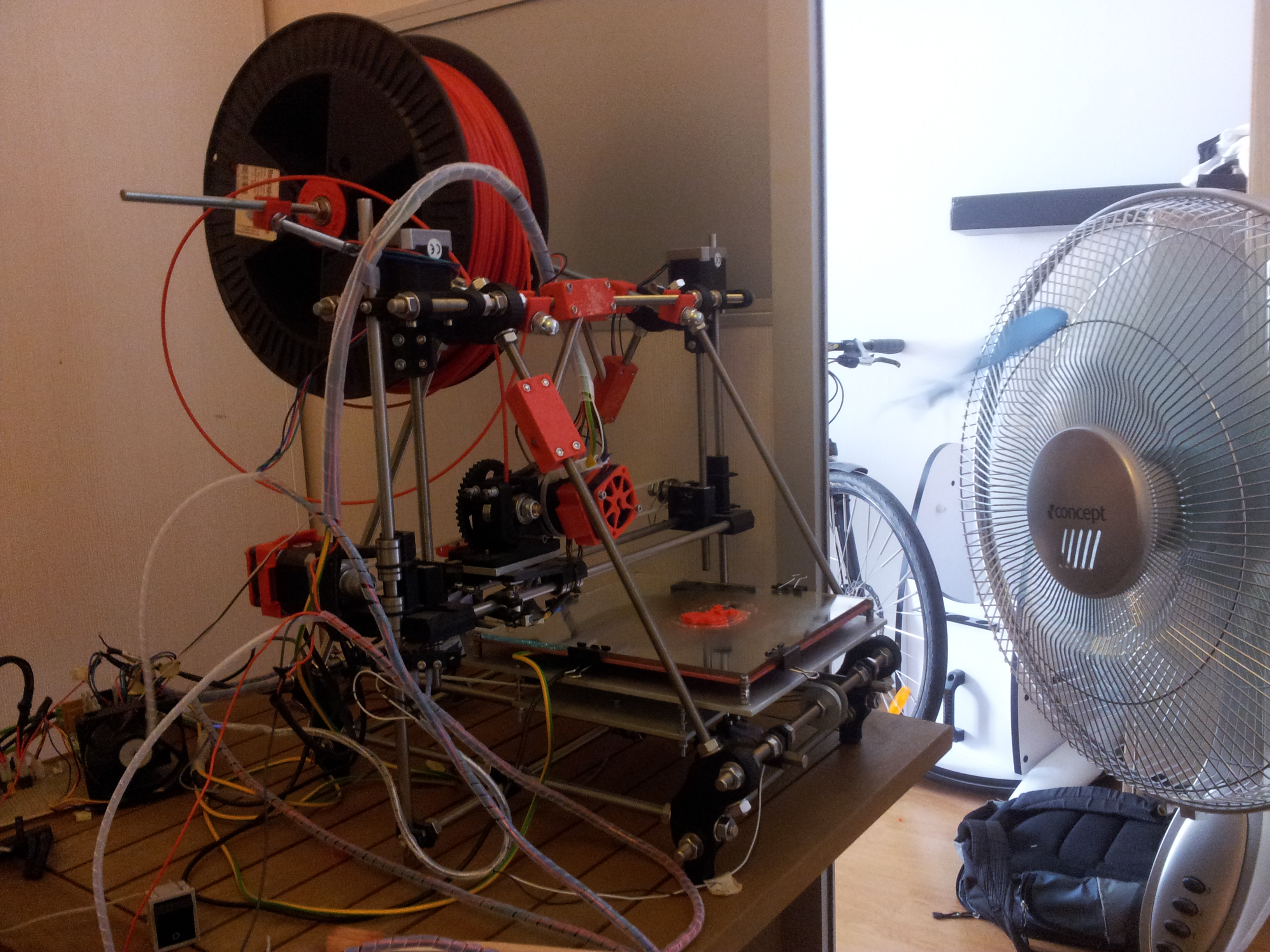
Tak jellyfish je dočasne u mňa a vytlačil som zopár veci, tak sa podelím o postrehy.
Každému odporúčam začať tým, že niečo malé naslajsuje a rovno dá bez okolkov tlačiť. Nech najprv vidno aký je výsledok a potom rozmýšľame či a ako ho treba zlepšiť. Ja osobne tlačím zatiaľ ABS na zrkadlo s heatbed. Zrkadlo potieram ABS džúsom (ABS rozpustené v acetóne). Mám niekoľko problémov a vyriešil som ich nasledovne:
Prilnavosť
Odtrhávali sa mi modely. Toto je obzvlášť frustrujúce, pretože po hodine tlače je celý produkt v kýbli. Čiastočne to rieši potieranie zrkadla tým ABS džúsom. Dalo by sa to ďalej riešiť tlačením na kaptónovú pásku, alebo PET pásku, ale to by som musel meniť výšku základne a to sa mi nechce. Namiesto toho tlačím vysoké úzke modely s nastavením Brim. Vytvorí to okolo modelu jednovrstvový podstavec, ktorý sa ľahko odstráni a zvyšuje stabilitu počas tlače.
Presnosť
Vznikali mi rôzne druhy chýb. Hlavne na vertikálnych oblinách, ale aj inde. Zlepšilo sa to hlavne dvoma vecami. Jednak som zmenšil výšku vrstvy z 0.5mm na 0.25mm čo je polovica hrúbky našej trysky. Tlačiareň to vie kompenzovať rýchlosťou pohybu a podávania filamentu. Výsledok je celkom dobrý a rozhodne odporúčam, ale zdvojnásobuje to počet vrstiev a teda veľmi vplýva na rýchlosť tlače. Druhá vec sú rýchlosti. Jellyfish nie je veľmi ukotvená, tak sa vie v extrémoch aj rozvibrovať. Veľmi pomáha znížiť rýchlosti, obzvlášť “gap fill”. To pri vibráciách odporúčam znížiť na 10 max 15 mm/s. Pohrajte sa aj s ďalšími slic3r nastaveniami ako trebárs rýchlosť tlače prvej vrstvy. Čo sa týka gaps, tak sa mi zdá, že menšie modely nemá zmysel tlačiť s hexagónovým infillom, pretože tá hexagónová štruktúra sa v malej mierke stráca a ťažko sa ňou vyplňujú malé priestory. Plus je zbytočne pomalá a viac vibruje.
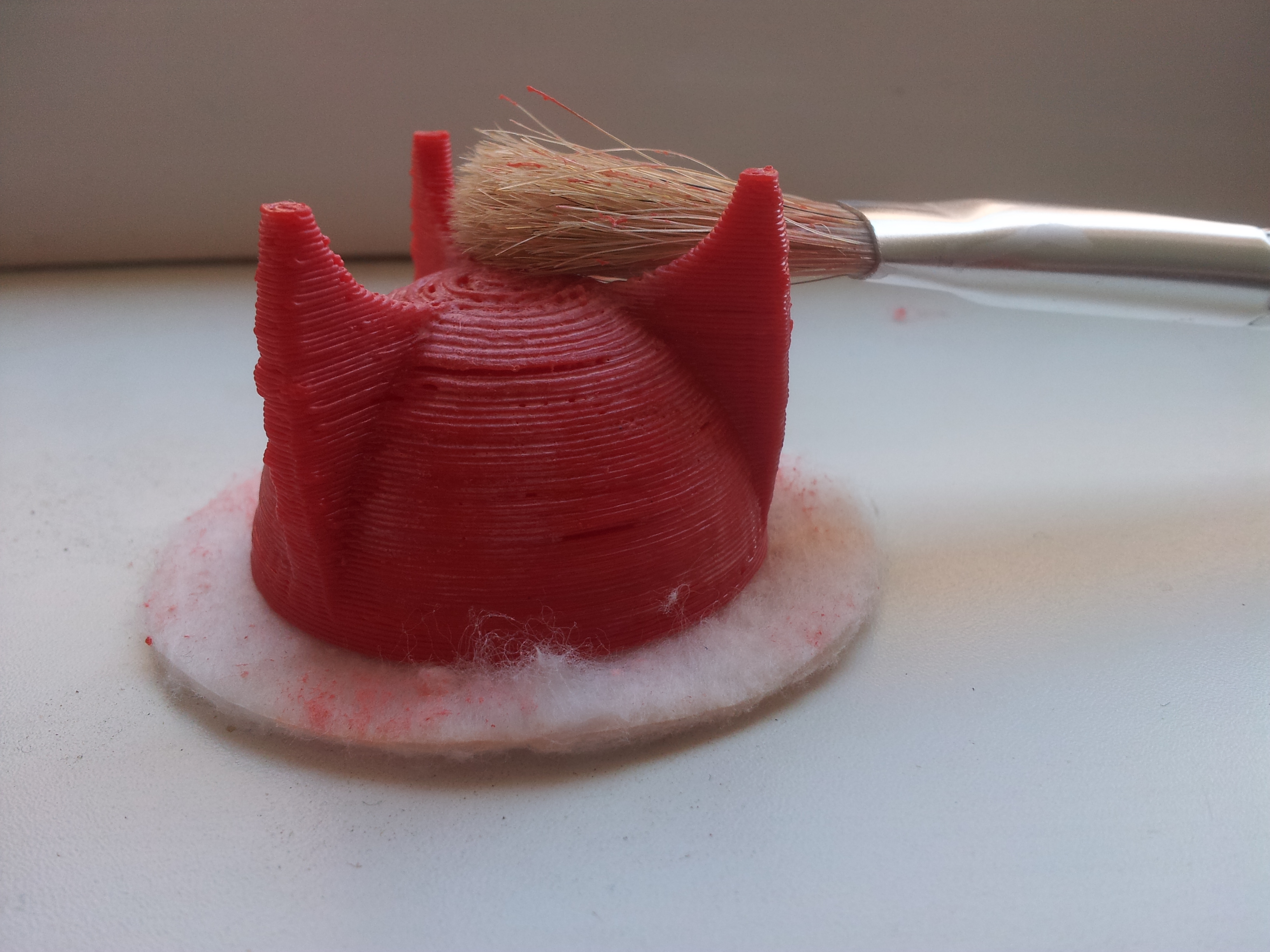
Súdkovitosť
Vlastne som si ešte ani nenaštudoval ako sa tento jav správne volá a ako ho riešiť. Ale deje sa mi to, že niektoré modely sa mi počas tlače deformujú. K okrajom sú vydutejšie viac dohora a v strede prepadnutejšie. Množstvo infill zatiaľ nemá veľmi vplyv. Tlačím 3 perimetre – možno by pomohlo to zmenšiť. Je to nepekný jav, lebo má vplyv aj na priľnavosť – v určitom momente sú kraje tak napúčaté, že sú vyššie ako tlačiaca hlava. Tá cez to nejak prejde, ale môže pri tom odtrhnúť model. A myslím, že na presnosti to tiež nepridáva. Ku koncu tlače sa to nakoniec nejak dá dokopy, ale počas tlače je model trošku deformovaný tak si nemyslím, že je nakoniec úplne presný. Toto je nateraz priorita aj keď niektoré modely to vôbec neovplyvňuje. Možno by pomohlo vymeniť poradie tlače perimetru a infillu, ale rad by som najskôr vedel čo to spôsobuje.
Ďalej budem testovať rôzne ABS filamenty. Uvidíme nakoľko má filament vplyv na kvalitu tlače



Categorised as: Printing, Uncategorized
Tak som sa medzicasom docital, ze nas problem sa vola “warping” a je to jeden z najcastejsich. Je sposobeny nerovnomernym chladnutim modelu a kompenzovat sa da hlavne zohrievanim heatbedom (HBP). Bohuzial my mame pod HBP hlinikovu dosku. Ta odvadza prilis vela tepla a HBP nevieme zohriat nad 65 stupnov. Nepouzivajte na stavbu tlaciarne hlinik!
Viac sa da docitat vselikde – napriklad aj tu http://www.makerbot.com/blog/2011/06/23/12-ways-to-fight-warping-and-curling/